Spindle Indexer
A friend wants to replace the two bladed rotors on his electric RC Chinook with more authentic looking three bladed rotors.
To drill the radial 3mm holes for blade retension screws, and mill the flats, I'll need to lock the lathe spindle, be able to index it through 120°, and mount the Proxxon to the cross slide.
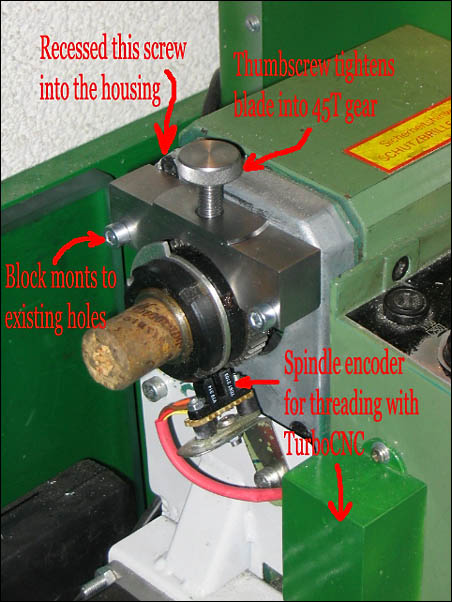
To index and lock the spindle, I used an attachment to lock into the existing 45T spindle gear. This consists of a block, a thumb screw and a blade. With a simple symetrical blade like a screwdriver blade, you can index 1-3-5-9-15-45. If you make a second blade with a vee to capture the peak of a gear tooth, you can expand that to 1-2-3-5-6-9-10-12-15-18-30-45-90. To index four you'd need to get tricky and make a blade to capture the peak of the gear tooth, offset by 1/2 tooth. That would give 1-2-3-4-5-6-8-9-10-12-15-16-18-20-24-25-27?-30-32-35-36-40-45-60-90 and maybe a couple of others. You'd aso need to turn that blade around to get the third indexed position. Probably easy just to replace the spindle gear with a 90 tooth, or manufacture a worm gear drive and mount a stepper and have unlimited control.
You have to recess the spacer block mounting screw on the top rear corner of the lathe. See the top Picture.
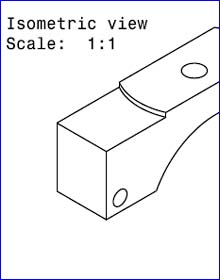
Since the block of steel I used was a really mongrel gas cut offcut of hot rolled plate, I just made the thing to whatever size was left over once the block was faced on all six sides. I made this on the lathe with the four jaw. No milling required. The raised platform on the top is only decoration.
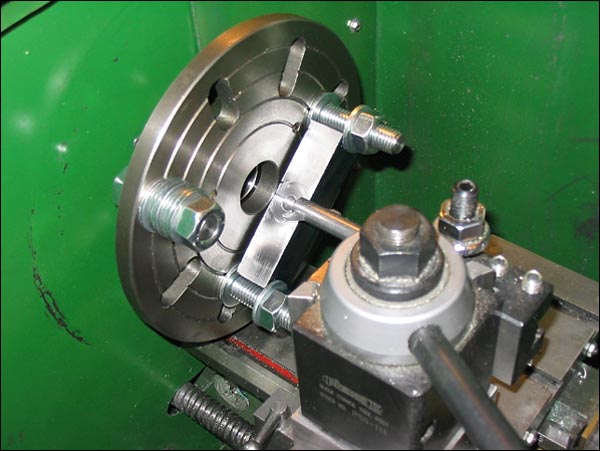
The only dimensions which matter are the two mount holes (which I measured as 70mm apart, but needed to ovalise them a little to fit), and the center of the spindle which is 15.6mm below the two holes centerline. The block was mounted on the face plate for boring the gear and spindle relief. Note the stack of washers bolted on to the face plate as a counter balance.

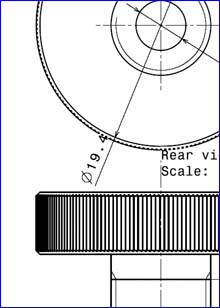
The thumb screw was made out of 20mm 1045 (C45) medium steel bar. Try to cut the threads on the tight side. The fit between the bore and the blade needs to be a nice sliding fit with no wobble.
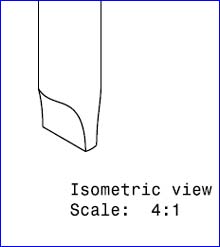
The blade was turned out of steel taking the time to finish off the last couple of thou with emery tape to get that nice hydraulic sliding fit into the thumb screw bore. The profile of the the blade was a quick eyeball job with the half round file. 20mm might be a bit long, so just shorten it to suite.

